全國統一熱線400-886-9605

全國統一熱線400-886-9605
前文我們提到,典型的鋰離子電池制造流程通常可分為三大工序:前段工序(極片制造)、中段工序(電芯合成)、后段工序(化成封裝)。上回我們具體介紹了前段工序,本篇文章將著重介紹中段工序。
鋰電池制造的中段工序是裝配段,其生產目標是完成電芯的制造。具體來說,中段工序就是將前段工序制成的(正、負)極片,與隔膜、電解質進行有序裝配。
由于方形鋁殼、圓柱電池與軟包電池、刀片電池等不同類型的鋰電池的儲能結構不同,導致它們在中段工序的技術路線也存在明顯差異。
方形鋁殼電池、圓柱電池的中段工序主要流程有:卷繞、注液、封裝;
軟包電池、刀片電池的中段工序主要流程有:疊片、注液、封裝等。
二者最主要的不同,就是卷繞過程與疊片過程。
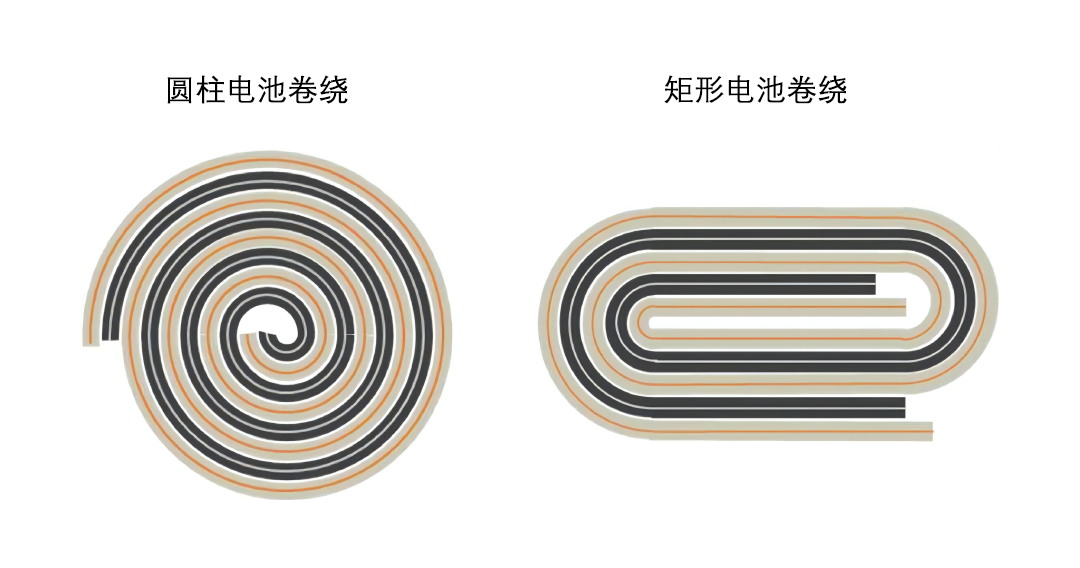
卷芯卷繞過程是將正極片、負極片和隔離膜,通過卷繞機的卷針機構卷制在一起,相鄰的正負極片之間被隔離膜隔絕;在卷芯縱向方向,隔離膜超出負極膜片,負極膜片超出正極膜片,防止正、負極片之間接觸短路。卷繞完成后,通過收尾膠紙進行固定防止卷芯散開,然后流轉到下一工序。
在這一過程,最重要的就是確保正負極之間不發生物理接觸短路,并且負極片橫、縱兩個方向都能完全包覆住正極片。
由于卷繞的工藝特點,使其只能制備形狀規則的鋰電池。
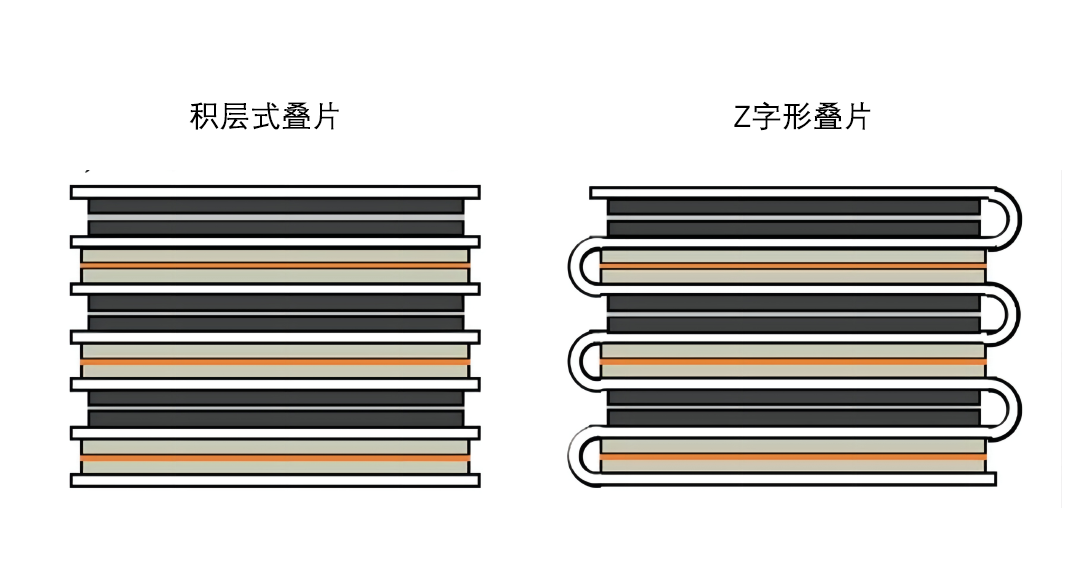
相比之下,疊片工藝通過送片機構將正負極片和隔離膜交錯堆疊,形成疊芯,可以制備規則形狀或異形鋰電池,靈活度更高。
疊片通常是以集流體作為引出極耳,將正負極極片和隔膜按照正極—隔膜—負極順序,逐層疊合在一起形成疊片電芯的過程。疊片方式既有將隔膜切斷的直接疊片的積層式,也有隔膜不切斷的Z字形疊片的折疊式。
疊片工藝同一張極片不存在彎折現象,不存在卷繞工藝的“C角”問題,可以充分利用內殼的邊角空間,單位體積的容量更高。相比于卷繞工藝制作的鋰電池,疊片工藝制作的鋰電池在能量密度、安全性、放電性能等方面具有明顯優勢。
雖然卷繞工藝發展時間相對更長,工藝成熟、成本低、良率高,但隨著新能源汽車的推廣發展,疊片工藝以體積利用率高、結構穩定、內阻小、循環壽命長等優勢特點成為了后起之秀。
然而無論是卷繞還是疊片,二者均存在著明顯的優缺點。疊片電池需要對極片進行數次切斷,形成的斷面尺寸比卷繞結構長,毛刺風險增加。卷繞電池邊角處會浪費空間、卷繞張力的不均勻和形變可能引發的一致性問題等。
因此,后續的X射線檢測就顯得極為重要。
對卷繞/疊片完成的電芯進行復查,檢測內部結構是否符合生產工藝,比如疊片或繞卷的對齊度,極耳內部結構和正負極片的包覆情況等,控制產品質量,防止不合格電芯流入后工序;
針對X-Ray檢測環節,大成精密也推出了一系列X-Ray成像檢測設備:
X-Ray離線CT電池檢測機
3D成像,通過切片可直接檢測電芯長度和寬度兩個方向的包覆,不受極片倒角和彎曲的影響,不受極耳、正極片陶瓷邊、錐束光的影響。
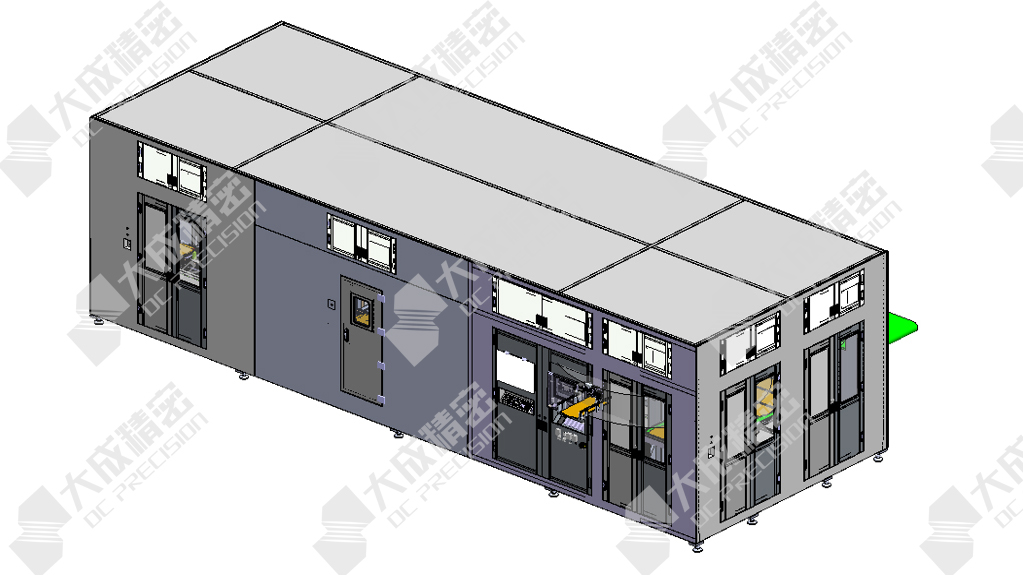
X-Ray在線卷繞電池檢測機

和上游輸送線對接,實現自動取電芯,放入設備進行內循環檢測,并對NG電芯進行自動分揀,滿足最大層數65層內外圈全檢。
X-Ray在線圓柱電池檢測機
X射線穿透電池內部,由成像系統接收X射線成像和拍照,通過自主開發的軟件及算法對圖像進行處理,并自動測量和判斷,確定良品和不良品,并將不良品挑選出來,設備前后端可與產線對接。
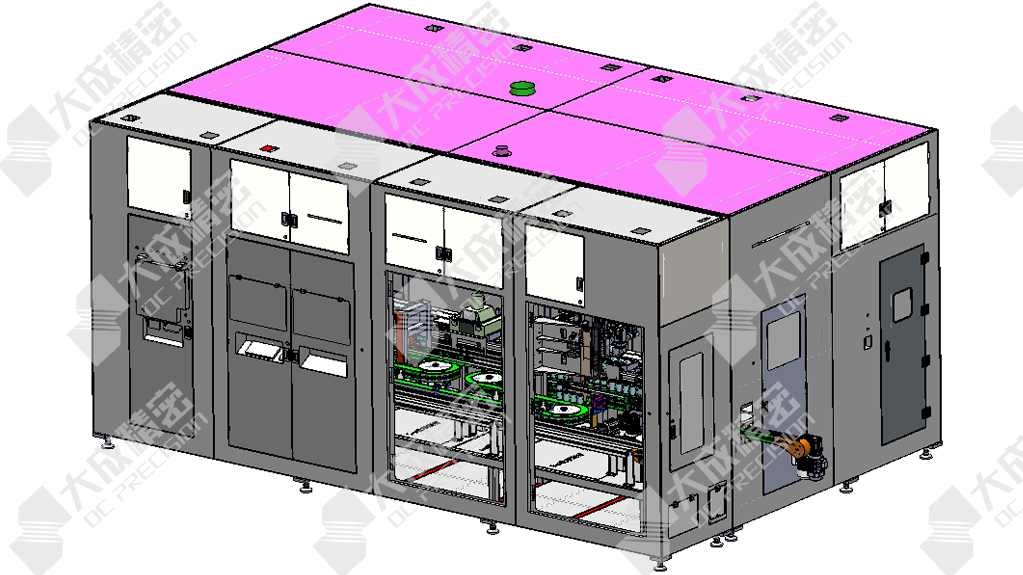
X-Ray在線疊片電池檢測機
該設備和上游輸送線對接,實現自動取電芯,放入設備進行內環檢測,并對NG電芯進行自動分揀,OK電芯取出自動放入輸送線,送入下游設備實現全自動化檢測。
X-Ray在線數碼電池檢測機
該設備和上游輸送線對接,實現自動取電芯或人工手動投料,放入設備進行內環檢測,并對NG電芯進行自動分揀,OK電芯取出自動放入輸送線或裝盤,送入下游設備實現全自動化檢測。
到這里,鋰電池制造的中段工序就結束了。
關于鋰電池制造的后段工序,我們將會在下一期為大家繼續介紹,敬請期待!

粵公網安備 44030602001196號
備案號:粵ICP備14022878號



